
Here is the English translation of the rewritten fiber core manufacturing guide
The Ultimate Guide to Fiber Core Manufacturing and Production
Are you struggling with the complexity of fiber core manufacturing? Poor quality control can cause signal loss and production failures.
Fiber core manufacturing involves preparing preforms using chemical vapor deposition methods, followed by precise drawing at temperatures up to 2000°C, with real-time diameter monitoring and the application of protective coatings.
At first, fiber core manufacturing technology may seem complicated and requires significant investment. I recall my early experience at HONGKAI’s optical fiber production line, where achieving such precision felt nearly impossible. Every step, from glass raw material preparation to final coating application, demands exact control. Any mistake can result in fiber that fails to meet performance standards and is unusable. A thorough understanding of each manufacturing stage is essential for success. Let me guide you through the entire process so you can build a stable and efficient production line that consistently produces high-quality fiber cores.

What Materials Are Needed for Fiber Core Production?
The quality of raw materials directly determines the performance of the finished fiber. Using chemicals with impurities leads to optical attenuation and fiber breakage during drawing.
Ultra-pure silicon tetrachloride and germanium tetrachloride undergo controlled chemical reactions in specialized furnaces at temperatures above 1500°C to transform into glass.
The core of high-quality fiber production lies in selecting the right materials. I learned this lesson profoundly during early days in the industry—one batch of fiber consistently failed quality checks, and after lengthy investigation, the issue was traced back to contaminated raw materials. The purity requirements in fiber optic manufacturing are far stricter than most other industries.

Key Chemical Components
While conceptually simple, the core chemical materials entail demanding execution. Silicon tetrachloride (SiCl4) is the primary source of silica glass, requiring purity above 99.999%. Tiny impurities cause significant optical losses or fiber breaks.
Germanium tetrachloride (GeCl4) serves as the dopant to raise the core refractive index relative to the cladding. Precise germanium concentration controls numerical aperture and light-gathering capability. Single-mode fibers typically have less than 3% germanium by weight, while multimode may go up to 8-12%.
Chemical Reaction Process
Liquid chemicals are converted into solid glass by a carefully controlled oxidation process. The basic reaction is: SiCl4 + O2 → SiO2 + 2Cl2, requiring 1500-1800°C. Germanium follows a similar pattern: GeCl4 + O2 → GeO2 + 2Cl2.
Maintaining stable reaction conditions throughout the deposition cycle is challenging. Even a 10°C temperature variation causes composition shifts that impact fiber optics. Oxygen flow must stay within ±1% to ensure full oxidation. Unreacted chlorides would form absorption centers that increase loss.
Purity Standards and Testing
Fiber optic materials exceed most semiconductor purity standards. Water content stays below 1 ppm (hydroxyl groups cause absorption at 1380 nm). Metal impurities like iron, copper, and chromium must be below 10 ppb to avoid additional losses.
We test every chemical batch with ICP-MS and gas chromatography to prevent costly downstream problems.
Storage and Handling
These chemicals are highly moisture-sensitive and generate corrosive hydrochloric acid if exposed to water. They are stored in sealed stainless steel containers under dry nitrogen atmosphere with temperature controlled within ±2°C and humidity below 5%.
Handling uses electropolished stainless steel tubing and VCR fittings. Lines are purged with ultra-high purity nitrogen before use. Operators wear cleanroom attire and follow strict protocols.
Though costly, maintaining ultra-clean storage conditions prevents contamination and loss-producing shutdowns—well worth the investment.
How Are Glass Preforms Created?
Preform quality directly affects final fiber performance, with inconsistent deposition leading to diameter fluctuations and optical losses.
MCVD and OVD techniques deposit controlled layers of glass inside or outside rotating tubes or mandrels, producing preforms up to 1 meter long.
Making glass preforms is the most critical step, determining optical and mechanical properties. Small parameter tweaks have large quality effects.
Modified Chemical Vapor Deposition (MCVD)
MCVD is the main method to create high-quality preforms. It starts with a pure silica tube (15-25 mm diameter, 800-1200 mm length) requiring high roundness, concentricity, and surface smoothness. Any tube defect propagates through.
The tube spins horizontally (10-100 RPM) while a hydrogen-oxygen burner moves longitudinally heating the tube surface to 1900-2000°C.
Specified chemical vapors flow inside the tube with ±0.5% flow control via mass flow controllers. Each deposition cycle usually completes 50-200 passes, building micrometer-thick layers of soot that are then sintered into dense glass.
Outside Vapor Deposition (OVD)
OVD deposits glass layers on a rotating vertical bait rod from the outside, offering better control over core-to-cladding proportions and enabling very large preforms (up to 150 mm diameter, 1.5 m length).
Multiple burners deposit core layers first, then successive claddings. After deposition, porous preforms consolidate in a furnace at 1500-1600°C, and the bait rod is removed before or after sintering.
Quality Control
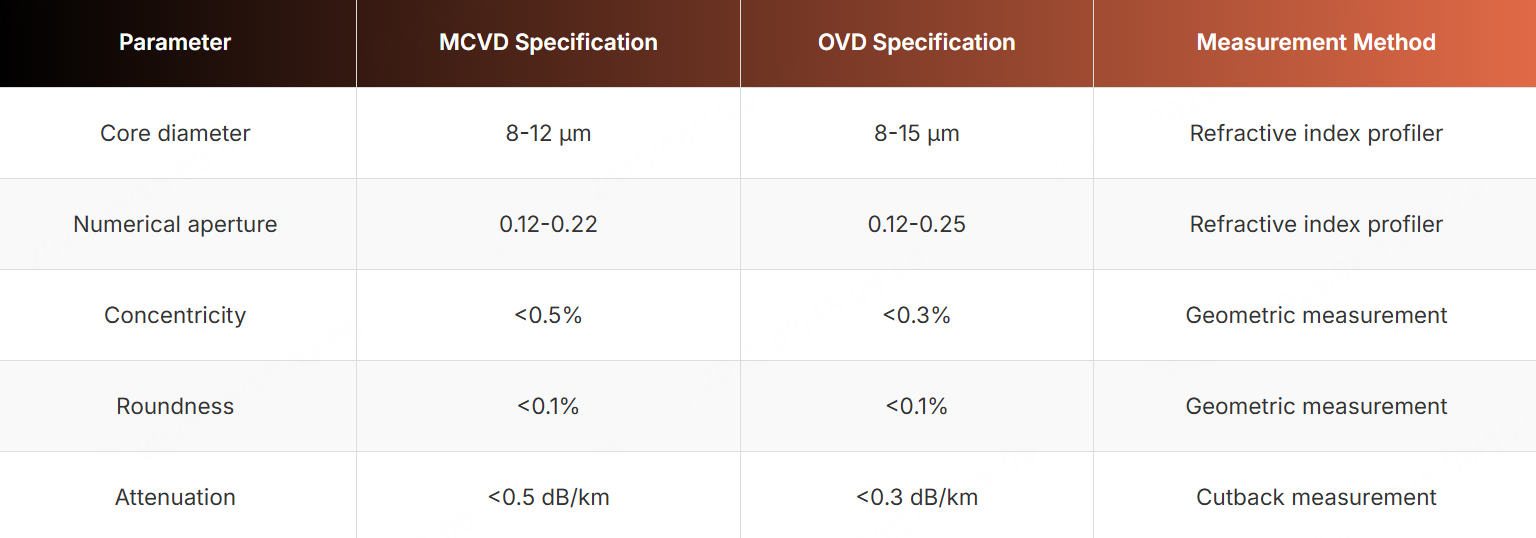
Non-contact optical pyrometers continuously measure flame temperature. Interferometric refractive index profiling assesses core diameter, numerical aperture, and profile shape. Precise geometric measurements ensure roundness within 0.1% and concentricity within 0.5%.
Process Optimization and Troubleshooting
Systematic experimental design adjusts temperature, flow rates, and chemistry, identifying causes of interface defects, refractive index variations, and geometry issues.
Regular equipment maintenance and calibration are critical.
Essential Equipment for Fiber Drawing
Incorrect equipment selections cause production interruptions, fiber breaks, diameter variation, and coating defects.
Drawing towers incorporate graphite furnaces, laser diameter gauges, coating applicators, and tension controls, enabling fiber drawing speeds up to 25 m/s.
The tower, 10-15 m tall steel construction with vibration isolation, maintains precise environmental controls (filtered positive pressure air, temperature ±2°C, humidity control).
High-Temperature Furnace
Graphite heaters reach 2200°C with ±1°C accuracy monitored by thermocouples and pyrometers. The furnace atmosphere uses argon or nitrogen with oxygen below 10 ppm to protect heaters and fiber.
Servo-controlled preform feed provides ±0.1 mm positioning accuracy.
Diameter Measurement and Control
Laser diffraction systems measure fiber diameter with 0.1 μm resolution and sub-millisecond response. Feedback control adjusts capstan speed for stable diameter.
Advanced predictive control and machine learning optimize diameter stability.
Coating Application
Dual-layer acrylate coatings are applied with pressure dies—primary soft cushioning layer (~32.5 μm thickness), then a hard protective secondary coat (~32.5 μm), achieving ~250 μm final diameter.
Coating concentricity is monitored optically and adjusted to avoid stress-induced dispersion.
UV Curing
Medium-pressure mercury UV lamps polymerize coatings under nitrogen atmospheres (<50 ppm oxygen) to prevent curing inhibition.
Tension Control and Take-Up
Drawing tension is controlled between 50-150 g using servo-driven capstans and smooth surfaces to avoid fiber damage.
Traverse winding systems ensure uniform, damage-free spool winding with tension buffering using dancer arms.
How Is Fiber Quality Controlled During Production?
Without proper monitoring, large batches can fail, wasting materials and time.
Multiple real-time sensors monitor fiber diameter, coating thickness, tension, and temperature continuously for immediate feedback and correction.
Optical Testing
Attenuation measured via cutback method at 850/1300 nm (multimode) and 1310/1550 nm (single-mode).
Bandwidth testing uses overfilled launch or differential mode delay methods.
Numerical aperture and mode field diameter measurements ensure fiber meets design specs and system compatibility.
Mechanical Testing
Proof testing at 100 psi screens weak fiber. Adhesion and bend testing verify coating performance and mechanical durability.
Environmental aging tests simulate field conditions for long-term reliability.
Statistical Process Control (SPC)
Control charts and capability indices detect trends preemptively. Experimental design optimizes parameters. Correlation analysis links issues like coating thickness changes to furnace temperature.
Automated quality systems implement real-time feedback, data logging, defect removal, and integrate with ERP for full production visibility.
Common Manufacturing Problems and Solutions
Problems can halt production lines, cause equipment damage, waste materials, and damage client trust.
Fiber breaks, diameter variations, and coating defects require systematic troubleshooting and preventive maintenance.

Fiber Breaks
Caused by furnace defects, temperature fluctuations, contamination, tension irregularities, or coating stresses.
Diameter Variations
Due to inconsistent preforms, furnace instability, poor speed control, or environmental vibrations.
Coating Defects
Result from die wear, pressure fluctuations, misalignment, UV aging, or material degradation.
Systematic Troubleshooting
Gather detailed data, analyze trends and correlations, eliminate variables methodically, and use root cause analysis methods to address underlying problems.
Preventive Maintenance
Includes scheduled calibrations, wear part replacement, cleaning, vibration and thermal monitoring, spare parts inventory, and operator training.
Good record-keeping supports continuous improvement.
Conclusion
Successful fiber core manufacturing requires rigorous control of materials, equipment, and processes across the production chain—from raw materials and preform fabrication to drawing, coating, and quality inspection—to reliably produce high-quality optical fiber.









